



新闻中心
News Center 更新时间:2026-06-29
更新时间:2026-06-29 点击次数:
点击次数: PVC发泡板的生产是一项高精度的化学工程工艺,需要在热稳定性、熔体强度与发气性能之间保持微妙的平衡。一旦这种平衡被打破,制造商便会面临代价高昂的缺陷问题,进而损害产品的结构完整性与外观质量。
迈凯奇专注于这些材料背后的化学原理。我们深知,PVC发泡板的缺陷往往并非由单一因素引起,而是通常源于挤出机工艺参数与助剂配方之间的不匹配。
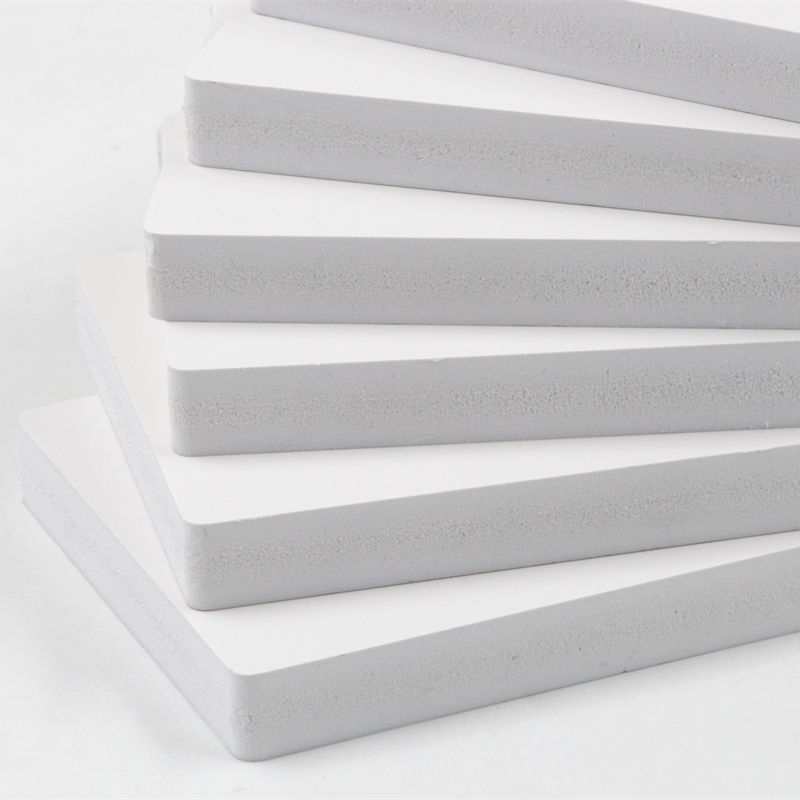
PVC发泡板为何会出现缺陷?
大多数缺陷源于凝胶化阶段。PVC本身具有热敏性,且熔体强度较低;若要将其制成轻质刚性板材,必须加入发泡剂和调节剂。
如果气体内部压力超过了PVC熔体的强度,泡孔就会塌陷;如果热稳定性不足,板材则会发生变色。要理解这些“PVC发泡板缺陷”,必须考量树脂与助剂之间的协同作用。
常见外观与结构缺陷的故障排查
缺陷类型 | 主要症状 | 根本化学成因 | 建议调整措施 |
变黄 | 芯部或表面呈黄色或褐色 | PVC树脂热降解 | 增加热稳定剂或调整润滑体系 |
泡孔破裂 | 内部出现大孔或“蜻蜓翅”状痕迹 | 熔体强度不足 | 增加发泡调节剂用量 |
表面粗糙 | 呈“鲨鱼皮”状或颗粒状 | 塑化不良或外润滑问题 | 平衡内外润滑剂比例 |
翘曲 | 冷却后发生弯曲变形 | 内应力或冷却不均匀 | 调整冷却水温或牵引速度 |
变薄 | 板材厚度低于模具设定值 | 外润滑过度 | 减少PE蜡或硬脂酸用量 |
解决泡孔过大与破裂问题
PVC发泡板最常见的缺陷之一是出现巨大且不均匀的泡孔。这通常是因为熔体强度不足,无法有效包裹住由发泡剂产生的气体。
根据迈凯奇的经验,这往往是由于发泡调节剂失效或选用不当。我们建议使用高分子量丙烯酸类加工助剂。这类助剂能形成分子“网状结构”,从而提高熔体的弹性。若缺乏这种弹性,气泡便会合并形成巨大的空洞,进而降低板材的密度与强度。
解决表面发黄与分解问题
表面发黄是PVC发生降解(烧焦)的明显迹象。这种情况通常由物料在机筒内停留时间过长或稳定剂用量不足引起。
在厚板生产中,由于芯部温度长时间保持高位,这种现象尤为常见。解决该问题的关键在于优化稳定体系。此外,还必须检查内润滑剂用量是否过高;过高的内摩擦会产生“剪切热”,即便加热器设定温度看似正常,也可能导致局部物料发生分解。
控制厚度偏差与尺寸不稳定性
如果板材中部比边缘厚,说明熔体流动不均匀。这种“PVC发泡板缺陷”问题通常与模具温度及润滑平衡有关。
在我们的工厂,我们会分析熔体与模具金属表面之间的相互作用。如果外部润滑不足,PVC会粘附在模具壁上,产生阻滞效应;反之,如果润滑过度,则会引发“打滑”现象,导致板材尺寸失控。
添加剂化学如何消除生产浪费
防止缺陷的关键在于化学成分的质量。在迈凯奇,我们提供专为稳定发泡过程而设计的全系列PVC添加剂。
我们的实验室测试表明,一致的凝胶时间是确保无缺陷运行的唯一方法。通过使用我们的高性能发泡调节剂和抗冲改性剂,制造商可以实现更宽的加工窗口。这种灵活性使机器能够处理温度或原材料质量的微小波动,而不会导致板材报废。
优化冷却与定型阶段
并非所有的“PVC发泡板缺陷”都源于挤出机内部。翘曲和弯曲往往发生在定型与冷却阶段。
若板材某一侧的冷却过于剧烈,内部便会产生应力;这种应力在后续过程中释放,会导致板材发生弯曲变形。我们建议在冷却槽中设置渐进式的温度梯度。此外,确保牵引装置对齐精准也至关重要,以防止高温状态下的板材受到机械拉伸。

常见问题解答
问:为什么我的PVC发泡板中心会出现大气泡?
答:这通常是由于熔体强度不足,即气体压力超过了PVC熔体所能承受的限度。建议增加发泡调节剂的用量,或降低加工温度以提高熔体粘度。
问:如何避免板材表面出现颗粒感?
答:表面出现颗粒感(或称“鲨鱼皮”现象)通常意味着塑化不良。您可能需要适当提高加工温度,或者检查内润滑剂是否有效地促进了PVC树脂的熔融。
问:为什么板材只有芯部会变黄?
答:这种现象被称为“芯部烧焦”。由于PVC导热性差,厚板中心的温度保持时间比表面长。您可能需要使用性能更强的热稳定剂,或者降低螺杆转速以减少剪切热。
问:使用回收PVC会增加缺陷吗?
答:是的。回收料通常具有不同的分子量和既往热历程。如果使用回收粉碎料,必须增加稳定剂和加工助剂的用量,以补偿回收聚合物因降解而受损的物理性能。
问:有没有办法在降低板材密度的同时避免泡孔塌陷?
答:要降低密度,必须在增加发泡剂用量的同时,相应增加发泡调节剂的用量。调节剂能提供必要的“延展性”,使泡孔在进一步膨胀时不会破裂。
参考资料:
ASTM D6662 – 聚烯烃基塑料木材铺面板标准规范
https://www.astm.org/d6662-17.html
ISO 1183-1:2019 – 塑料 – 非泡沫塑料密度测定方法
https://www.iso.org/standard/74990.html
SGS – PVC及聚合物添加剂化学测试
https://www.polymersolutions.com/home-2/
英国塑料联合会 (BPF) – PVC发泡工艺指南
https://www.bpf.co.uk/plastipedia/polymers/PVC.aspx

电子邮箱: maikaiqi01@gmail.com
maikaiqi02@gmail.com
zhenq329@gmail.com

热线电话: 18053333180(微信同号)
18853341444(微信同号)

公司地址: 山东省淄博市沂源县南麻街道办事处北刘家庄村北1号
 当前位置:
当前位置:  关于我们
关于我们 



